2k Molds
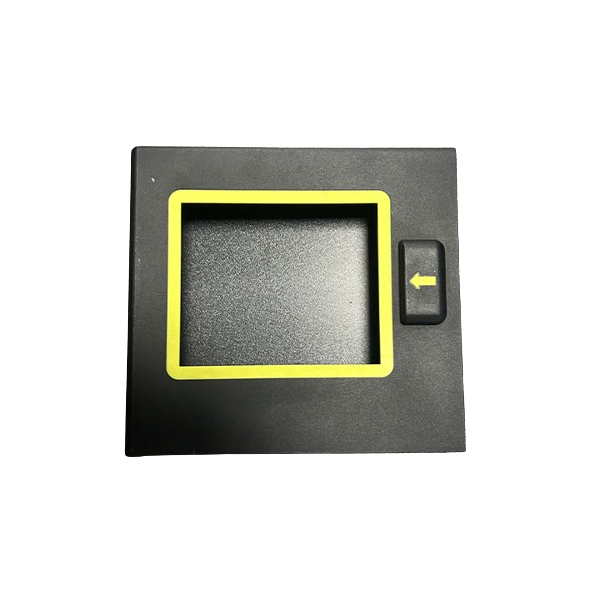
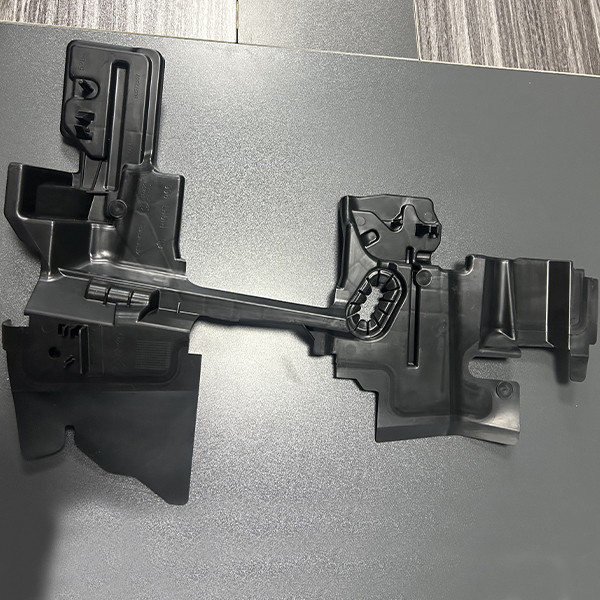
2K molds, also known as two-shot molds or two-component molds, are specialized molds used in injection molding processes to produce plastic parts with two different materials or colors in a single operation. These molds enable the creation of complex parts with multiple features or characteristics without the need for secondary assembly processes.
Our mold engineers have rich mold design and engineering experience for 2k molds.
Choose us for reliable, innovative, and cost-effective mold-making solutions for your 2K mold projects!